VAST EXPERIENCE ACHIEVING SATISFACTION OF GLOBAL CUSTOMER
VAST EXPERIENCE ACHIEVING SATISFACTION OF GLOBAL CUSTOMER
Manufacturer & Exporter of Engine Components

Melting is one of the beginning prominent process of the casting. Due care is taken while melting like charge preparation as per customer material requirement. We have three 500 kg medium frequency induction furnace. Induction melting is mainly used for critical quality material requirements in chemical, physical and microstructure properties.

Molted material is poured in centrifugal die/cavity to get the required structure. Pouring process is done in two-stage big ladle pouring and indusial pouring according to product weight. Some additives are also added during pouring to get defect free casting.

Centrifugal casting process based on the centrifugal force principle. The required shape of the liner is achieved with particular die. We have in-house centrifugal casting die facility. The centrifugal casting process is so essential for liners and sleeves because it provides very dense structure, ultimately increase the life of liner and performance of the engine.

Boring is the process which gives the final look of inner diameter. We perform boring operation on vertical machining center. Which is fully computerized control machine. We also use special purpose boring machine. Which maintains dimension accuracy, taper, ovality and surface finish.
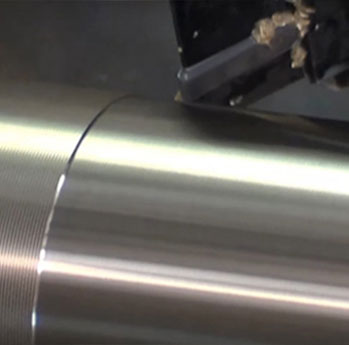
We perform outer diameter of liner on CNC machine, which is computerized control machine, gives high accuracy in dimensional parameters, surface roughness parameters and geometrical parameters. A main benefit of OD CNC Turing is to minimize cycle time, repeatability of quality and consistency product.

Honing is the process where required hex pattern can be maintained in finish inner diameter. We use Plato honing process. The main benefits of Plato honing process is to achieve required quality parameters like surface finish Ra, Rt, Rmax, R3z, Rp, MR1, MR2 etc. with process control indicators like Cp/Cpk.

Grinding is the process where super surface finish can be maintained on products. We have two type of grinding process center less grinding and cylindrical grinding. Grinding controls dimensional parameters, surface parameters and geometrical parameters. The process indicators like Cp/Cpk is maintained in this process.

As per the guidelines of Quality Certification :ISO - 9001:2015 Quality system certification during production a qualified team of inspectors continuously check products each stage by stage round the clock to find out any kinds of deviation that they think might have occurred during machining which is most necessary to be resolved before finishing of production. Our quality policy is to ensure that our product is ready to support the most demanding applications with zero defect in any aspect.
: +91 9558025252 (OFFICE)
: +91 98250 64601
E-mail : info@kavyainternational.com
Website : www.kavyainternational.com





